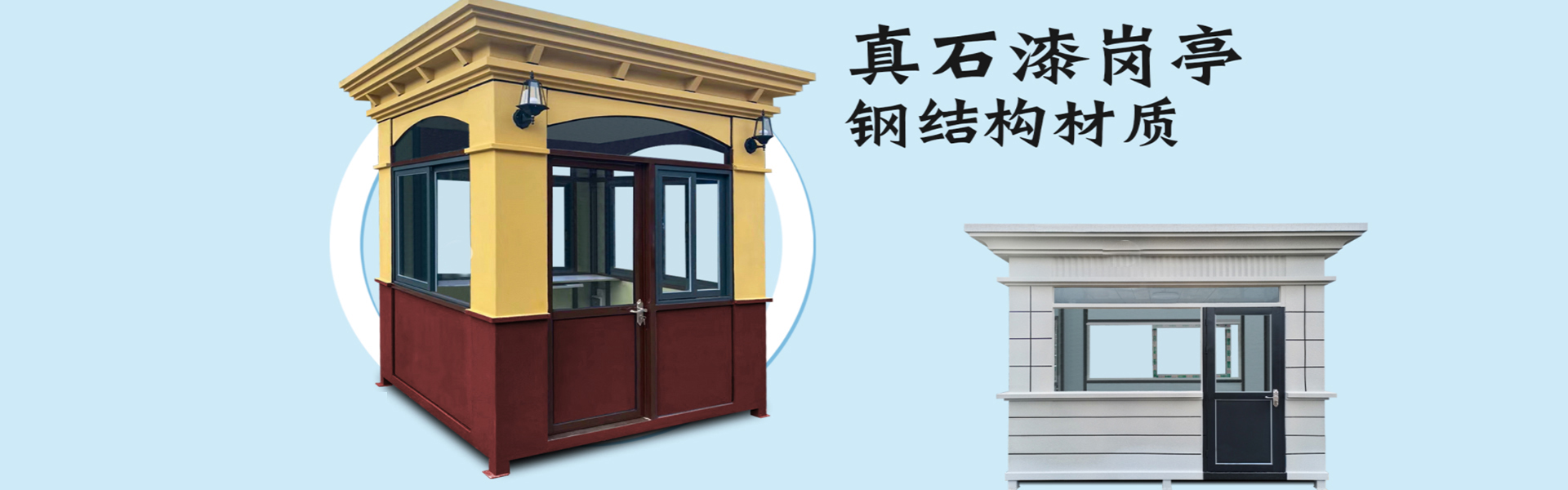
主营:钢结构岗亭、不锈钢岗亭
镀锌岗亭 移动厕所 售货亭

咨询服务热线:
韦女士 13985520569
主营:钢结构岗亭、不锈钢岗亭
镀锌岗亭 移动厕所 售货亭
韦女士 13985520569
不锈钢岗亭在焊接反面的焊缝时,除了重要结构外,不用清根,但是要将岗亭骨架正面焊缝背部的熔渣清除干净,然后再焊接,焊接电流大些,以保证根部焊透。
不锈钢岗亭V形坡口对接平焊,当不锈钢岗亭的钢板厚超过6MM时,为了保证焊透,必须开V形坡口或X形坡口,需采用多层焊或多层多道焊,焊道分布及焊接顺序。
不锈钢岗亭焊接填充层时,可改用直径较粗的焊条和较大的焊接电流施焊,务必使坡口两侧熔合好,每层焊道表面平整,两侧稍下凹,决不能上凸或咬边。
不锈钢岗亭多层焊时,焊接岗亭的第一层应选直径较小的焊条,使电弧能深入到坡口的根部,运条方法应根据焊条直径与坡口间隙决定,可采用直线运条或锯齿形运条法,尽可能使根部焊透。

 |
电话:韦女士 13985520569 |
 | 邮箱:269759498@qq.com |
 | 公司网址:http://gyjtc.com/ |
 | 公司地址:贵阳市花溪区花石路8号(原贵安驾校) |